Microfiber Towels Production Process
MICROFIBER TOWELS MANUFACTURING PROCESS
The typical processes for manufacturing a microfiber towel are:
Microfiber Yarn Extrusion
This is a vertical process which usually takes place in a building that is 5 to 7 stories high. During this step, the raw materials (polyester and polyamide) are mixed together, in the proper proportions to achieve the desired final yarn composition. The mix is then heated to their melting point.


 At the very top of the building the bags of polyester and polyamide are emptied into their respective hoppers. As the bags are very heavy weighing at 800 to 1050 Kg (1,800 to 2,300 Lbs) they can only be lifted with an overhead crane. An opening is made at the bottom of the bag when it is positioned on top of the hopper and the raw material empties by gravity. In some yarn production facilities, instead of getting the raw material bags to the top of the building using a freight elevator, the pellets are emptied by gravity on a mezzanine close to the ground floor. The polyester and polyamide pellets are then vacuum lifted to the top of the building. This technique requires far less effort and energy but a sophisticated network of stainless steel tubes has to be installed. The picture on the left shows the polyester hopper loading at the Eurow microfiber yarn manufacturing facility.
At the very top of the building the bags of polyester and polyamide are emptied into their respective hoppers. As the bags are very heavy weighing at 800 to 1050 Kg (1,800 to 2,300 Lbs) they can only be lifted with an overhead crane. An opening is made at the bottom of the bag when it is positioned on top of the hopper and the raw material empties by gravity. In some yarn production facilities, instead of getting the raw material bags to the top of the building using a freight elevator, the pellets are emptied by gravity on a mezzanine close to the ground floor. The polyester and polyamide pellets are then vacuum lifted to the top of the building. This technique requires far less effort and energy but a sophisticated network of stainless steel tubes has to be installed. The picture on the left shows the polyester hopper loading at the Eurow microfiber yarn manufacturing facility. 



Sometimes setting up a line is like playing the harp as you can see in the video below, this requires quite some precision. In this case the line setup is on a doped dyed yarn, which explains the coloration of the individual filaments. Depending on the specific yarn being produced, there could be from 72 to 144 filaments flowing from the floor above in each tube on the top. Those filaments are combined into a single yarn. There are 8 yarns per line. The yarn at the bottom flows into the spinning room where it is gathered on bobbins.






We do produce both regular white yarn and doped dyed yarn. The white yarn does require to go through a dyeing process in order to have its final color. Doped dyed yarn is colored in the mass of the yarn and is therefore fully colorfast without the addition of color stabilizers. Doped dyed yarn is produced by adding pigment pellets to the polyester/polyamide mix at the very beginning of the extrusion process. Good quality pigments are very expensive, with their price increasing with the darkness of the color. High quality pigments are usually manufactured in Japan or in Germany.


Black pigments before extrusion Black doped dyed yarn
Testing of the microfiber yarn
Before any additional step of transformation is performed on the yarn, it is of the utmost importance to test its structural characteristics. These tests are performed for two primary reasons. First at this stage of the process the physical characteristics of the yarn is highly representative of what the finished yarn will be, the subsequent processes introducing little variability. This is an opportunity to ensure that the yarn will comply with the desired specifications once it is finished. Second, frequent in-process testing allows for detection of slight deviations in key characteristics. These variations are not a problem and are actually normal, but once recognized allow for adjustment in manufacturing to make sure the finished yarn will always conform to the key parameters in the specification.

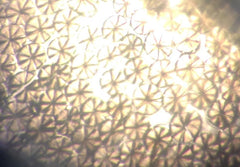
Preparation of microfiber filament cut Microscopic observation of filaments
The test below consist in the progressive elongation of a yarn to test both its stretchability as well as its rupture point under load. An arm grabs the yarn and attached it to a trolley. The trolley moves on a rail until the yarn breaks. The computer connected to the test apparatus records time and loads and represents graphically all individual samples of the yarn tested. The control parameters can then be easily verified and compared to the specification. A tightly grouped result on both elongation in mm and failure point in cN (centi Newton), liked displayed on the screen at the end of the video demonstrates a process that is in control.Conversion of POY into FDY
 POY is a non usable yarn as is. It is very brittle and needs additional conversion steps in order to gain its strength. POY can be made of 100% polyester or can be a mix of polyester and polyamide. The POY is subjected to heat and elongation in order to turn a polyester extruded yarn into usable yarn. Fully Drawn Yarn (FDY) is a 100% polyester yarn, which is typically used to create the substrate of the fabric during the weaving process. It could also be used for sewing. The FDY, because of its pure polyester composition is very shinny, making it easy to recognize on the production line. Depending of the type of weave planned in the weaving process, there will be more or less FDY in the finished product. As the FDY is 100% polyester, this plays an important role in the composition of the finished product.
POY is a non usable yarn as is. It is very brittle and needs additional conversion steps in order to gain its strength. POY can be made of 100% polyester or can be a mix of polyester and polyamide. The POY is subjected to heat and elongation in order to turn a polyester extruded yarn into usable yarn. Fully Drawn Yarn (FDY) is a 100% polyester yarn, which is typically used to create the substrate of the fabric during the weaving process. It could also be used for sewing. The FDY, because of its pure polyester composition is very shinny, making it easy to recognize on the production line. Depending of the type of weave planned in the weaving process, there will be more or less FDY in the finished product. As the FDY is 100% polyester, this plays an important role in the composition of the finished product.
Conversion of POY into DTY
 The POY is subjected to heat and elongation in order to turn a conjugated polyester/polyamide yarn into Drawn Textured Yarn (DTY). The DTY yarn is what composes the majority of the finished product by weaving it around the FDY. Depending how much FDY is used for the substrate, the DTY needs to have a higher concentration in polyamide than the finished product, In order to obtain an 80% polyester / 20% polyamide finished towel for example, it is common to target a 77% polyester / 23% polyamide composition for the DTY.
The POY is subjected to heat and elongation in order to turn a conjugated polyester/polyamide yarn into Drawn Textured Yarn (DTY). The DTY yarn is what composes the majority of the finished product by weaving it around the FDY. Depending how much FDY is used for the substrate, the DTY needs to have a higher concentration in polyamide than the finished product, In order to obtain an 80% polyester / 20% polyamide finished towel for example, it is common to target a 77% polyester / 23% polyamide composition for the DTY.
Spooling
Both the FDY and the DTY are coming on relatively small bobbins and need to go through the spooling process in order to be transferred on very large spools that are then mounted on axles and placed on top of the weaving machines.


 Most spools are loaded with just white yarn, which gives the highest flexibility for subsequent steps in the process. A finished woven roll of fabric made with white yarn can always be dyed later to meet the demand of a specific finished product. In some cases spools are prepared with 100% doped dyed yarn when the highest colorfastness of the woven fabric needs to be achieved. In other cases, for instance when the finished product requires to have a center line or pattern of lines, the spools are loaded with a combination of yarns. Traditional white yarn, but also doped dyed yarn where there is a need for color. This would be impossible to achieve later through the dyeing process. Dyeing is an all or nothing operation and it is not practically nor economically possible to create a pattern at that stage other than at the smaller lab scale. Extreme precision is required when positioning the pre-dyed yarns so that a line would fall exactly in the center of a finished product like on Eurow's striped microfiber bar mop towels. As a weaving machine axle is loaded with generally 5 to 6 spools, each spool will have to have a different loading pattern.
Most spools are loaded with just white yarn, which gives the highest flexibility for subsequent steps in the process. A finished woven roll of fabric made with white yarn can always be dyed later to meet the demand of a specific finished product. In some cases spools are prepared with 100% doped dyed yarn when the highest colorfastness of the woven fabric needs to be achieved. In other cases, for instance when the finished product requires to have a center line or pattern of lines, the spools are loaded with a combination of yarns. Traditional white yarn, but also doped dyed yarn where there is a need for color. This would be impossible to achieve later through the dyeing process. Dyeing is an all or nothing operation and it is not practically nor economically possible to create a pattern at that stage other than at the smaller lab scale. Extreme precision is required when positioning the pre-dyed yarns so that a line would fall exactly in the center of a finished product like on Eurow's striped microfiber bar mop towels. As a weaving machine axle is loaded with generally 5 to 6 spools, each spool will have to have a different loading pattern.
Weaving
Our weaving machines are using four lines of yarn. One for FDY and three for DTY. By adjusting the speed of each axle, the composition of the final product can be modified. In order to modify the weave a different program needs to be loaded into the weaving machine controller, sometimes different needles positioning or yarn re-routing is required to achieve the desired results. The output of weaving are large rolls of fabric from 1470 mm to 1780 mm. Depending on the type of weaving machine used, the daily output can vary between 400 and 1,200 Kg per day can be expected (900 to 2,600 Lbs.).


3 of the 4 axles are visible Front of a microfiber weaving machine
When it comes to capacity, machine speed is very important. Yarn production is rarely the constraint. Usually the bottleneck in microfiber towel production is in weaving. To put things in perspective, a conventional weaving machine is capable of weaving about 400 Kg (900 Lbs) of microfiber fabric per day. Due to the density of microfiber, about 10,000 Kg of finished product fits into a 40 Ft ocean container, therefore a manufacturing site having a capacity of 1 container per day would need about 25 conventional weaving machines to do the job. The true calculation should also take into account downtime like for maintenance and change over, which varies by site but can be in the 5% range.The microfiber yarn is expertly routed from the 4 axles down to the hundreds of needles that will be weaving the fabric. Once the spools are installed, it takes up to 4 hours to setup just one machine, sometime with up to 4 operators. In a typical high volume weaving hall with 40 weaving machines, it can take up to 16 man weeks to reset to a different weave or color. Beside the highly skilled labor required to perform the operation, the equipment is not running during that time, leading to a significant economic negative impact. This is why we prefer manufacturing long runs, and try to keep at least half of our machines on a continuous run.


Initial weaving machine setup Final adjustments before run start
See below a high speed weaving machine manufactured by the renown German manufacturer Karl Mayer. This machine is capable of weaving 1,200 Kg (2,600 Lbs) of microfiber terry weave per day. Eurow microfiber is mainly produced on this type of machines due to the very high capacity requirement.
 No matter which type of weaving machine is utilized, the process has to be very precisely controlled in order to guarantee a consistent result and a finished product always centered within the specification limits. As much as cotton can still be produced on wooden looms equipped with a shuttle, this is not the case in microfiber production. A key parameter to control is the feeding speed of each individual line. As mentioned before our weaving equipment uses four yarns, one for FDY and three for DTY. Looking at the weaving machine from the side (picture on the left), the four axles are very visible. Each one of the axle's speed is precisely controlled by digital indexers, which can be seen attached to a square housing next to each axle. The data is then transmitted to a panel where all four lines speed is recorded and displayed. The recording are part of the batch record. The display and the controller serve the purpose of making constant micro adjustments. Pattern of the weave and speed of individual lines have to be precisely matched to ensure the quality of the result. The tension of the yarn is also precisely controlled to avoid any breakage which would requires a line stoppage and an operator to intervene.
No matter which type of weaving machine is utilized, the process has to be very precisely controlled in order to guarantee a consistent result and a finished product always centered within the specification limits. As much as cotton can still be produced on wooden looms equipped with a shuttle, this is not the case in microfiber production. A key parameter to control is the feeding speed of each individual line. As mentioned before our weaving equipment uses four yarns, one for FDY and three for DTY. Looking at the weaving machine from the side (picture on the left), the four axles are very visible. Each one of the axle's speed is precisely controlled by digital indexers, which can be seen attached to a square housing next to each axle. The data is then transmitted to a panel where all four lines speed is recorded and displayed. The recording are part of the batch record. The display and the controller serve the purpose of making constant micro adjustments. Pattern of the weave and speed of individual lines have to be precisely matched to ensure the quality of the result. The tension of the yarn is also precisely controlled to avoid any breakage which would requires a line stoppage and an operator to intervene.


Digital monitoring of 4 yarns 4 yarns feed to be woven
Visual quality check
Each roll is unrolled to pass in front of a light table in order to detect imperfections that could be created during the weaving process. The back-lighting allows to clearly see missing yarns (runners), holes, needles misalignment or any other defects. The areas with defects are marked on the fabric so that they can be removed from production.


Each woven roll of fabric is inspected Back lighting for defect detection
Microfiber splitting
This process consist in altering the fibers by increasing the pH in large drums. By subjecting the fabric to an alkaline solution, the woven yarn is splitting, thus significantly increasing its contact surface.


Horizontal pressure vessels Vertical pressure vessels
Dyeing
Immediately after splitting and sometimes as part of a combined operation, the fabric is placed in large vessels, together with high quality pigments. The vessels are then pressurized and heated. Most vessels are steam heated, some are electric. The dyeing process ends with a rinsing cycle. All pigment residues and chemicals are collected and neutralized in large decantation tanks. The solid effluents are then transferred to a specialized plant for final treatment. No harmful chemicals are ever released in the environment. The clean water is reused to start the next dying cycle.

Dyeing hall at the end of the day
Drying and tensioning
At the end of the dying process, the microfiber fabric is placed on a long horizontal machine which has a dual purpose. The fabric is running through the entire length of the machine, about 200 feet, to keep it at a constant tension while drying, which is very important to maintain the proper geometrical characteristics of the fabric, all the way to the finish product.


Drying machine is 200 Ft in length Constant tension maintained while drying
Cutting
Rolls of fabric are unrolled in layers on top of one another, either by hand, or using an automatic machine. Depending on the type of fabric and the stability of the weave, there can be up to 150 layers. The top layer is then marked at specific intervals and a grid template drawn. The last step of this process is to cut at once through all of the layers with a vertical fabric blade. A variant for this process is fully automatic and also combines the sewing of the finished product. Another variant includes ultrasonic cut, where the edges of a towel are either cut straight or with a finish pattern, avoiding the need for sewing all together.
Sewing
Individual pieces are surged, by adding a piping material and sewn on their entire perimeter. During this step a sew in label is inserted in the surging. The purpose of the label is to display the brand name, composition, sometimes care instructions and other information useful for the end user. This entire process is often combined with cutting, in an automated equipment, providing more consistent results.
Pigtails removal
When surging is done by hand, the operation of sewing around the towel is very fast. The operator needs to make sure that the entire towel is properly sewn and can't stop exactly at the corner. Usually the surging extends for an inch or two beyond the corner, creating a "pigtail". The surplus of piping around the towel is cut with a hot wire.
Final Inspection
A visual inspection makes the final determination if the product is suitable for packaging or not. If yes, bundles corresponding to the sell unit pack quantity are prepared, if not the individual piece is removed from the line and its sew in label cut off, a clear indication that the product is not suitable for retail as new. Depending on the type of defect, some of these products end up in bags of rags, when the efficacy of the product is not compromised and only a visual defect was observed.
Needle detection
We have very strict procedures during the manufacturing process to ensure that no foreign object can end up in the final consumer product. Occasionally a needle could break in weaving or during sewing. When this occurs, the line is stopped and we reconstitute the original needle by reassembling all fragments found before replacing the needle and starting the equipment again. Should a fragment not have been found, it will be detected in the final pack by an ultra sensitive metal detector through which all of our products had to pass. In case of a detection, the conveyor belt reverses and the product is taken out of the line for further inspection.
Packaging
Depending on the product, the sell unit could be packed in a clear polybag, a polybag with graphics, a clam shell, a cardboard box, a sleeve, the combinations are endless. A group of sell units is then placed into master cases to protect the product as well as to facilitate the transportation process.